Компания Xinbei Furnace — ведущий производитель и глобальный поставщик, специализирующийся на проектировании,
Компания Xinbei Furnace — ведущий производитель и глобальный поставщик, специализирующийся на проектировании,



Никель-железная дуговая печь погружного типа — это специализированная печь погружного типа, используемая для выплавки никель-железны...
Никель-железная дуговая печь погружного типа — это специализированная печь погружного типа, используемая для выплавки никель-железных сплавов. Её основная функция заключается в добавлении в печь сырья, такого как никелевая руда, углеродистые восстановители (например, кокс) и известняк, в определённом соотношении, а затем в нагреве их электродами, вызывая химическую реакцию при высоких температурах для выплавки никель-железного сплава.
Температура плавки в никель-железной плавильной печи обычно составляет от 1600 до 1700℃, что делает её высокотемпературной никель-железной плавильной печью погружного типа (SAF — Super Arc Furnace).
Основные области применения никель-железных электродуговых печей
Никел-железные плавильные печи в основном используются для производства никель-железных сплавов.
В никель-железную печь в определённом соотношении добавляются качественная спеченная никелевая руда, углеродистые восстановители (например, кокс) и известняк.
Заготовки нагреваются электродами при высоких температурах, вызывая химическую реакцию и плавку для получения никель-железного сплава.
Особенности оборудования никель-железной печи:
1. Цилиндрическая, стационарная, с низким уровнем дымовых газов, дуговая печь погружного типа для никель-железных изделий.
2. Метод охлаждения дна никель-железной печи: естественное воздушное охлаждение.
3. Самонагревающиеся электроды: подъем электродов осуществляется с помощью гидравлического ручного и компьютерного автоматического подъема. Электроды зажимаются коническими кольцами и освобождаются гидравлическим цилиндром на токопроводящей пластине. Для автоматической фиксации, прижима и освобождения электродов используются два комплекта фрикционных колец и подъемных цилиндров. Диаметр окружности распределения электродов регулируется.
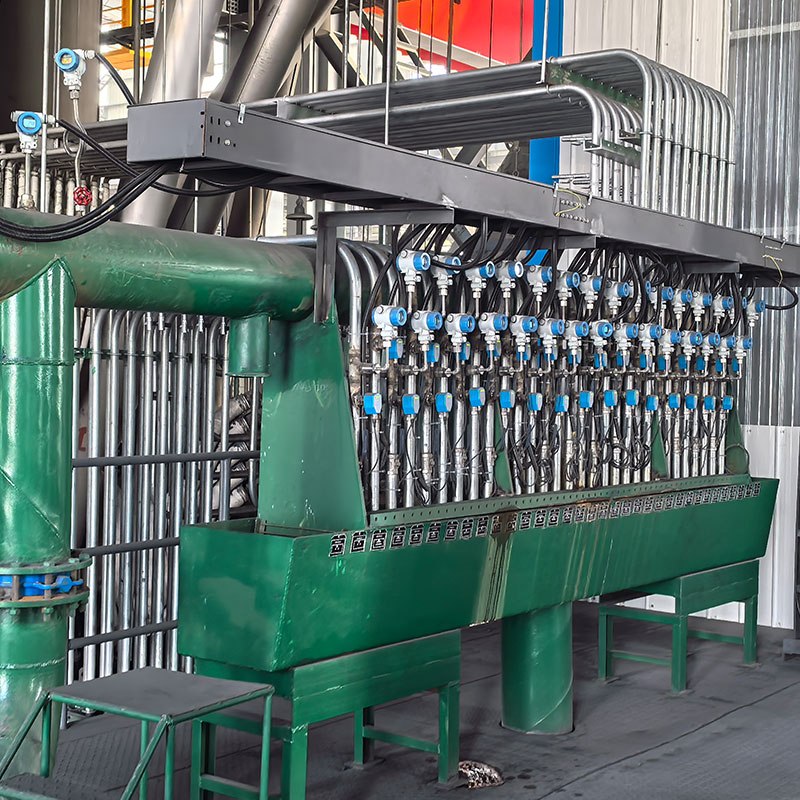
4. Короткая сеть (шинная система): используются водоохлаждаемые компенсаторы, водоохлаждаемые медные трубы, водоохлаждаемые кабели и водоохлаждаемые токопроводящие пластины, применяется новая энергосберегающая структура короткой сети с внешним треугольным расположением.
5. Система загрузки никель-железной печи: загрузка через бункер с подвижной трубой или ручная загрузка с передней стороны печи.
6. Вытяжной колпак: цилиндрической формы, с водоохлаждаемым металлическим каркасом и подвижной водоохлаждаемой металлической крышкой.
7. Циркуляционное водяное охлаждение: оборудование требует резервной системы водяного охлаждения высокого уровня для предотвращения повреждения деталей из-за внезапных отключений электроэнергии и оснащено автоматической системой сигнализации о перегреве.
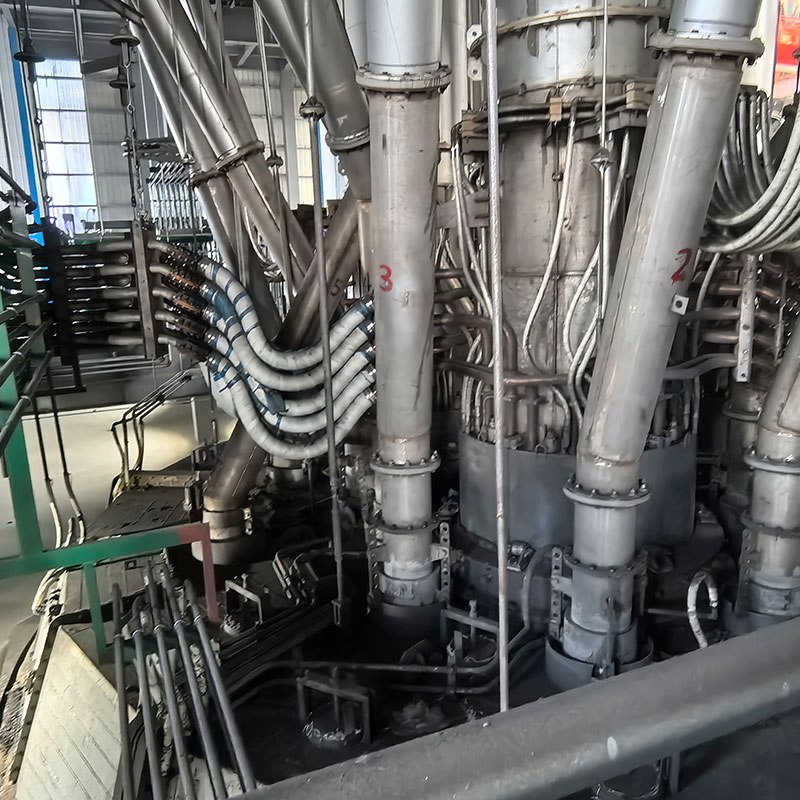
Состав оборудования для дуговой печи погружного типа для никель-железа
Для производства никель-железной печи в основном используются корпус печи, кожух печи, полузакрытая крышка печи, футеровка печи, система короткой сетки, система водяного охлаждения, система отвода дымовых газов, система пылеудаления, корпус электрода, держатель электрода, система прижима и подъема электрода, система загрузки и выгрузки, рукоятка, устройство прожига, гидравлическая система, система водяного охлаждения, система короткой сетки, трансформатор дуговой печи погружного типа и система управления и защиты высокого напряжения, система управления и защиты низкого напряжения, система разряда, компьютерная система управления, кабели с водяным охлаждением и т. д. При необходимости могут поставляться и другие комплектующие, такие как системы пылеудаления и градирни.
Технические преимущества печей для никель-железных сплавов
Закрытый тип: Печь закрытого типа, работа при небольшом избыточном давлении, автоматическая регулировка давления в печи.
Низкое значение импеданса: Оптимизированная технология короткого замыкания обеспечивает баланс трехфазного тока и минимальное значение импеданса.
Удобная загрузка и выгрузка: Полностью автоматическая загрузка, многоточечное распределение материала внутри печи, непрерывная подача и непрерывная плавка, автоматическое согласование и регулировка скорости подачи в зависимости от мощности электрода.
Высокая эффективность и низкое энергопотребление: Технология автоматического подъема и регулировки электрода обеспечивает автоматизированную плавку и регулирование мощности, что приводит к высокой электрической эффективности и низкому энергопотреблению.
Безопасное производство: Автоматическая система обнаружения и сигнализации температуры стенок и дна печи обеспечивает безопасное производство.
Простое управление: Простое и интуитивно понятное управление с удобным человеко-машинным интерфейсом.
Высокая производительность: Мощные технологические возможности и передовое программное обеспечение.
Низкое энергопотребление: Низкие инвестиции, быстрые результаты и низкое энергопотребление.
Основные технические параметры дуговой печи для производства никель-железной руды мощностью 25,5 МВА
Серийный номер | проект | единица | Параметры |
1 | Полная мощность трансформатора | kVA | 3×8500 |
2 | Первичное напряжение | kV | 35 |
3 | Вторичное напряжение | V | 133-160-199-399 |
4 | Вторичный уровень напряжения | 43 | |
5 | Тип печи | Цилиндрическая стационарная дуговая печь с низким колпаком, работающая под водой. | |
6 | Разновидности продукции | Никель-железо (высокоуглеродистый феррохром) | |
7 | диаметр корпуса печи | mm | 13500-14000 |
8 | высота корпуса печи | mm | 5800 |
9 | диаметр печи | mm | 12000 |
10 | глубина печи | mm | 3000 |
11 | отверстие для крана | индивидуальный | 2индивидуальный |
12 | Высота вытяжного шкафа | mm | 2200 |
13 | Диаметр электрода | mm | 1150 |
14 | Количество электродов | корень | 3 |
15 | Рабочий ход электрода | mm | 1200/2000 |
16 | Скорость подъема электрода | m/min | 0.5 |
17 | Диаметр центральной окружности | mm | 3000±100 |
18 | Общее вторичное напряжение | V | 269 |
19 | Общее вторичное напряжение | A | 48293 |
20 | коэффициент мощности | cosφ | 0.82 |
21 | Плотность тока электрода | A/cm2 | 4.09 |
22 | Экстремальная плотность мощности в центре | kw/m2 | 3185 |
23 | плотность мощности в зоне печи | kw/m2 | 279 |
24 | объемная плотность мощности печи | kw/m3 | 93 |
25 | Количество труб для подачи материала внутри печи | 根 | 10 |
26 | Высота рабочей платформы | mm | 5200 |
27 | высота платформы трансформатора | mm | 8600 |
28 | Высота платформы для прижима электродов | mm | 15000 |
29 | высота платформы силоса на вершине печи | mm | 22000 |
30 | высота подвесной направляющей верхней части печи | mm | 28000 |

